
The Spring 2021 Conference, May 21 - 23, at Jason Valler's: Valler Coffee, 129 Sucker Creek Road, Lincoln, Montana 59639
Frank Annighofer Demonstrated Forging a Set of Fireplace Tools
Frank is one of only five ABANA Level-3 National Curriculum Instructors, Nationwide.
Photos by Joel Machler, Kermit Indreland and Frank Annighofer.



The conference site. (Note the snow.)



Frank demonstrating steps to forge a fireplace tool set.

Joel assisting


Glen Gilmore demonstrating

Frank Annighofer

Russell helping our newest blacksmith

Gem with his finished forge-weld-tipped poker.



Andy working on his poker.

Steve Siegelin

Jeffrey Funk and Jem Blueher
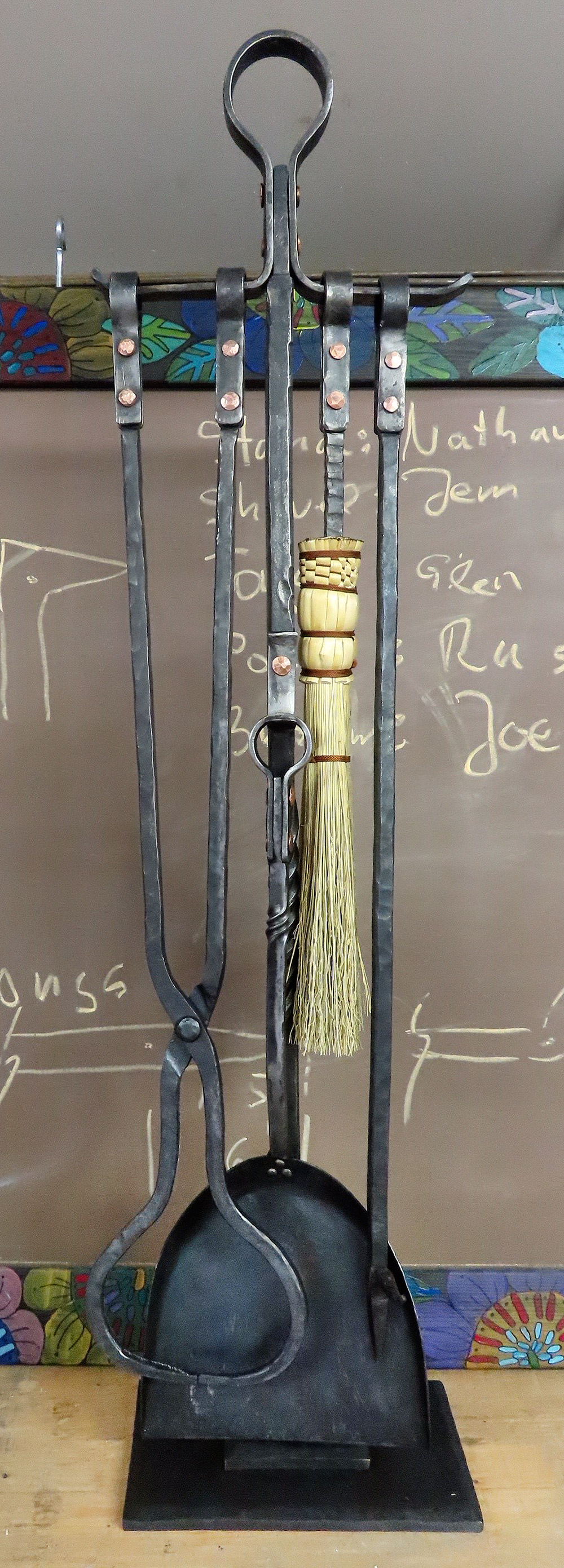
Frank's finished firetool set.
Forging a Fire Poker
by Frank Annighofer
Wintertime. Sitting by the fire. Here is an easy design for a nice fire lace
tool set. Let's start with the poker.
It requires the skills of about level 1 of our curriculum: Tapering,
controlled bending, forging shoulders, riveting, and some forge welding. The
design I am showing here could be called basic.
The business end has a point for pushing something into the fire and a
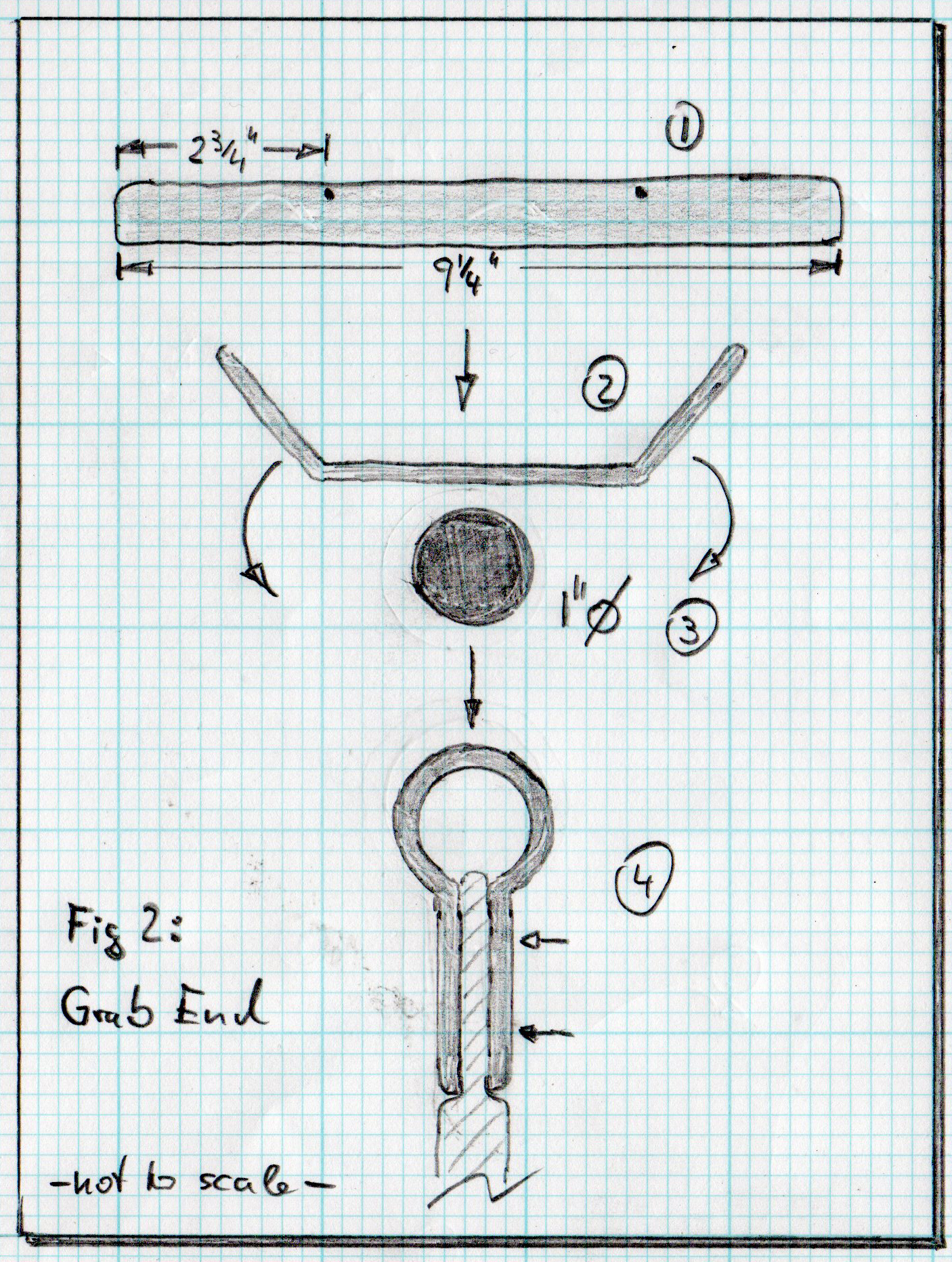
sideways point to rake something from the back forward. The upper end has a loop
that gives some beef to grab it properly and allows to hang it on a hook. If you
want to make it more elaborate: There is plenty of room to add to it: Add a
twist or diamond along the bar; decorate the loop with chisel work, and so on.
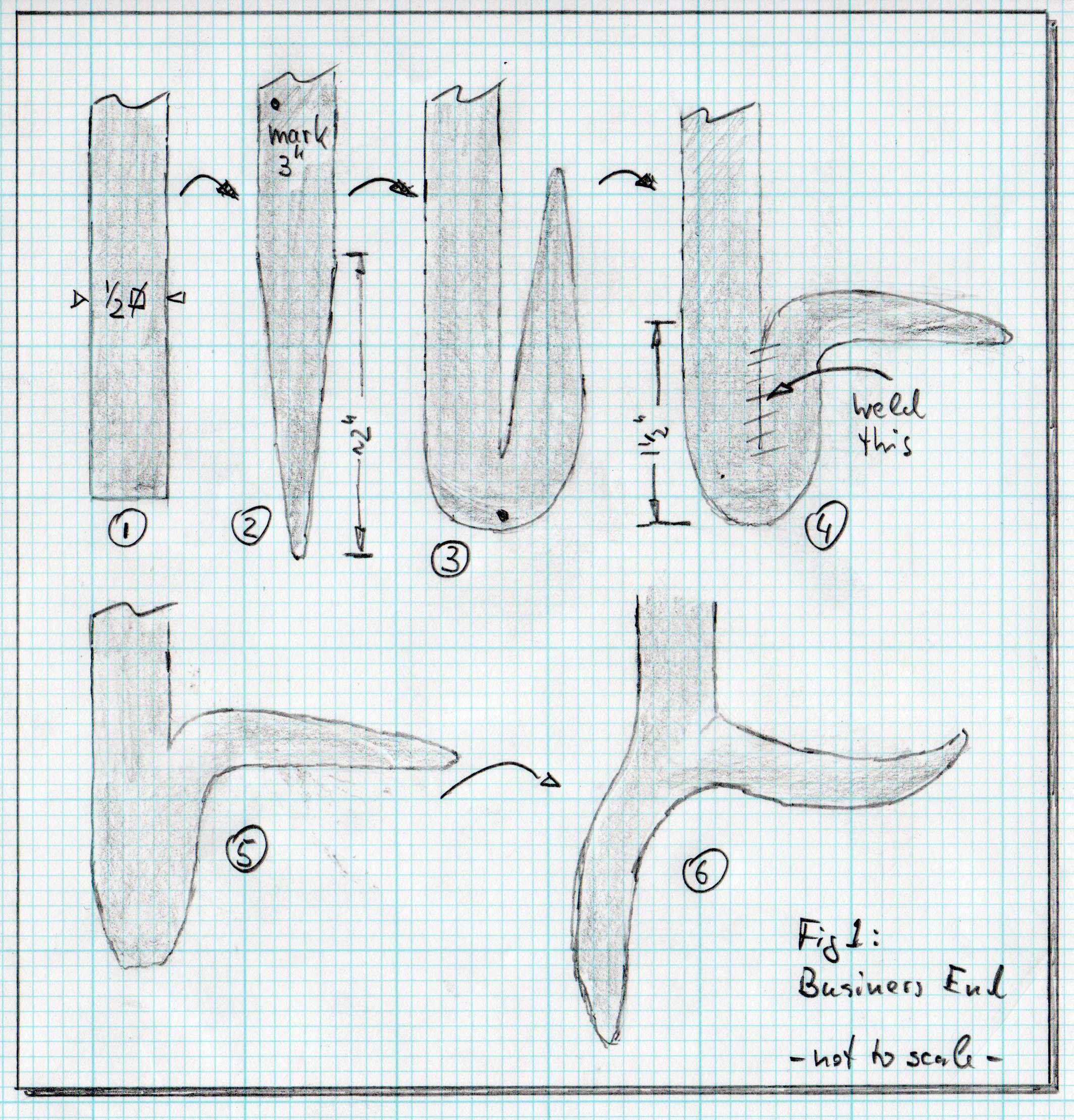
Let us start with about 30” of 1/2” square stock(1). Taper one end about 2” long
to a 3/16” square tip(2). Mark 3” from the end and bend over the far edge of the
anvil. Turn around and bend all the way that the tip is pointing back to you
(3). Now it is time to think about forge welding about half of the tip back to
the handle. This forge weld is called a faggot weld or stacked weld.
Clamp the bend part in the vise and bend the tip end out of the way (4).
Warm the end up again, wire brush it clean from scale. Take a good yellow heat
and weld with light blows with the bent part of the tip turned down and against
the near edge of the anvil (5). Your next heat should show if the welding
worked. If you let the piece cool in air or by putting one side on the anvil you
should see an even color. If the tip side is cooling off faster showing a clear
boundary towards the main stock you have to repeat the welding sequence: clean,
flux, heat to yellow, weld. After the weld seems properly done you can taper the
new tip and shape the fire end of your poker to its final proportions. Faggot
forge welding is supposed to be easy. Well, this one is actually not that easy.
Try it out and you will see what I mean.
If you want to add any detail to the middle part of the poker that will be next:
add a twist or two, maybe a pineapple twist, do some chisel work on the sides,
or something else. For this exercise I just slightly take of the corners of the
square bar. Then cut to desired lengths. Around 30” works well for a final
length. In my design about 2” will be added by the round eye piece. That means
the cut is about 2” shorter. After
cutting you create shoulders on 2 sides of the bar. This can be done with a
butcher chisel or better with a guillotine or spring tool that cuts top and
bottom at the same time. Then finish with flat dies or a combination of anvil's
edge and set hammer. I let the sideways dimension swell to about 3/4”. Starting
the shoulders at 2 1/2” I get to about ¾ x 3 and ¼ thick when I am finished.


Locations are needed for future conferences. A stipend is available to defray your expense. If you would consider hosting a conference, please contact any NRBA board member.
Northern Rockies Blacksmith Association. Steve Siegelin, Secretary, 2200 W. Dickerson, Unit 33, Bozeman, MT 59718 406 579-7694 siegelin@montana.edu
NRBA Home Blacksmith News Board of Directors Past Conferences Future Conferences Education Program Library Touchmarks Member's Websites NRBA Articles Membership Application Links
Web editor: morris@hallowellco.com